



The Centerdrill flow drilling tool consists of special solid carbide and its special geometry allows producing long bushes in thin materials. With the flow drilling process (also known as Centerdrill, friction drilling, flow forming, thermdrill process, form drilling) we replace the rivet nuts, welding nuts and thread cutting in thin materials.
The Centerdrill tools are available in the diameter of 1.8 - 32.0mm. Under optimum conditions and depending on the type of material a lifetime up to 10.000 holes can be achieved. The standard centerdrills are suitable for material thicknesses from 0.8 – 12mm. The following materials can be processed: Stainless steel, steel, aluminum, brass and copper. After producing the hole/bush we will form the DIN-thread, as for example metric, metric fine or BSP, in second step. Generally all common thread types (M, MF, BSP, UNC, UNF, NPT, etc.) are possible.
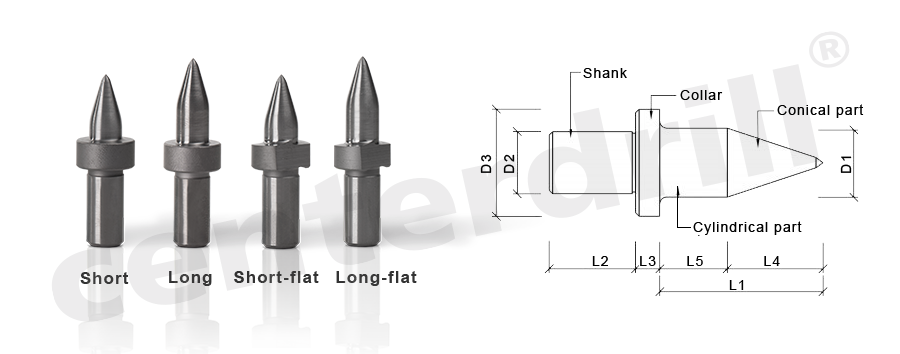
The Centerdrill standard types include four versions. Short, long, short-flat and long-flat. Depending on material thickness and desired surface decide the right type. The centerdrill tool short and long differ only in length of cylindrical part L5. When using these types the material displaced against the direction of feed remains on the surface of the work piece and forms a collar. Both types are also available in the flat version, they have cutters and remove the collar in the same operation. The result is a flat surface on the work piece.
Depending on your need you can receive a surface on your workpiece with collar or without collar (flat). Your choice of surface determines the right type of Centerdrill (with or without cutters). The flow drilling process eliminates the need for welded nuts, rivet nuts and the need for thread cutting in thin-walled applications.


The selection of the right centerdrill basically depends of the respective metal and its thickness and of the desired surface (plane or with collar). A further distinction is, whether a bushing shall be formed for a thread or a rim hole.
Short type: if an M8 thread shall be formed into a 1mm thick sheet of S235JR (St37/2) we recommend using the short type with Ø 7,3mm. A centerdrill with a cylindrical part that is only so long that the formed bushing will be slightly tapered at the run-out.
Long type: if the same application shall be realized in a 3mm thick sheet we recommend using the long type with Ø 7,3mm, because the cylindrical part L5 must be longer for this thickness.
Short-/long-flat type: if for above applications the surface of the work piece should be flat we recommend using the short-flat or long-flat centerdrill type.
Through hole: if a through hole for a plug connection is needed we recommend the long centerdrill types, because the cylindrical part is long enough for opening the bush completely.
For an optimal result and a secure connection of the Centerdrill tools we recommend our Beginner Set, as the ideal basic equipment. Due to high axial forces and temperatures during the flow drilling process it is absolutely essential to use our special collet chuck. With the integrated cooling ring the heat is optimally discharged from your machine spindle and the running accuracy during the flow drilling process is given due to the centrically clamping into our centerdrill collet. All this and much more you will receive in our Beginner Set with an enormous price saving compared with the single purchase.
*price per size and type different


Several collet chucks are available. MC2, MC3, SK30, SK40, HSKF63, etc.
Also, please keep in mind that it can be useful to use reducing sleeve!
The Centerdrill Beginner Set is the optimum equipment to start with the flow drilling process.
Basically, any column drilling machine or NC/CNC machining center with sufficient power and speed are suitable for the flow drilling process with centerdrill.

Required process data for the flow forming and thread forming processReference values for material S235JR (St37/2) with 2mm wall thickness
| Centerdrill Flow Forming | Centertap Thread Forming | |||||
|---|---|---|---|---|---|---|
| Thread | core hole Ø mm | RPM | Torque Nm | machine output kW | RPM | Torque Nm |
| M3x0,5 | 2,7 | 3000 | 2,5 | 0,7 | 1500 | 1,3 |
| M4x0,7 | 3,7 | 2600 | 3 | 0,8 | 1100 | 3 |
| M5x0,8 | 4,5 | 2500 | 4 | 0,9 | 900 | 4,9 |
| M6x1 | 5,4 | 2400 | 5 | 1,1 | 800 | 9,3 |
| M8x1,25 | 7,3 | 2100 | 7 | 1,5 | 600 | 19 |
| M10x1,5 | 9,2 | 1800 | 10 | 1,7 | 380 | 39 |
| M12x1,75 | 10,9 | 1500 | 14 | 1,9 | 300 | 50 |
| M14x2 | 13 | 1500 | 16 | 300 | 55 | |
| M16x2 | 14,8 | 1400 | 19 | 2,4 | 200 | 57 |
| M20x2,5 | 18,7 | 1200 | 29 | 3,0 | 160 | 105 |
| Thread | core hole Ø mm | RPM | Torque Nm | machine output kW | RPM | Torque Nm |
|---|---|---|---|---|---|---|
| G1/8'' | 9,2 | 1800 | 10 | 1,7 | 380 | 13 |
| G1/4'' | 12,4 | 1600 | 16 | 2,1 | 280 | 34 |
| G3/8'' | 15,9 | 1400 | 24 | 2,6 | 200 | 46 |
| G1/2'' | 19,9 | 1200 | 32 | 3,2 | 140 | 94 |
| G3/4'' | 25,4 | 1000 | 55 | 3,8 | 100 | 128 |
Depending on the application the machine conditions and the process data may also clearly vary from the above information. Our technicans are pleased to consult you.
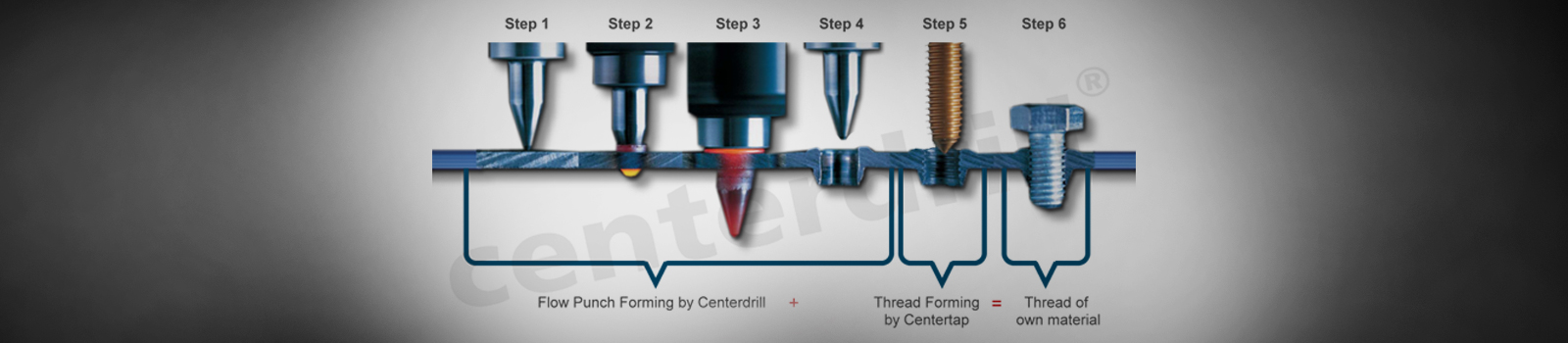
With the flow drilling process (also known as Centerdrill, friction drilling, flow forming, thermal drilling process) we replace the rivet nuts, welding nuts and thread cutting in thin materials.

Welding nuts - Thread cutting - Rivet nuts Loosening and turning!
With the flowdrilling process with centerdrill we produce a bush and a DIN-thread in only two operations. You will get a sufficient quantity of supporting thread turns for high extraction forces. No more wobble, loosening or twisting!

These holes can be used for screw- or plug connection.

Depending on your need you can receive a surface on your workpiece with collar or without collar (flat). Your choice of surface determines the right type of Centerdrill (with or without cutters). The flow drilling process eliminates the need for welded nuts, rivet nuts and the need for thread cutting in thin-walled applications.

With the flow drilling process you are able to create bush lengths with factor 2-3 from the original material thickness. Depending of thread size and material thickness it can also be significantly more. For example with our Centerdrill G3/4”: In 1.5 mm steel you can achieve a bush length about 12 mm. Your benefit with our Centerdrill-Know-How: The bushing length can be influenced in various ways (shortened or extended).
Example: Centerdrill 7.3 long for M8 + Centertap M8 in 2mm steel (S235JR). For approx. 8000 threads (for your calculation [note: it depends on your process parameter and your applications]).
With Centerdrill + Centertap you will need only approx. 6 sec. for both operations together.
The advantage may be projected approx. about 40% time saving compared to other technologies, like welding- or rivet nuts.
Example: Centerdrill 7.3 long for M8 + Centertap M8 in 2mm steel (S235JR). For approx. 8000 threads (for yourcalculation [note: it depends on your process parameter and your applications]).
Do you know your material costs of press nuts, welding nuts or rivet nuts? Depending on the type it will cost you between 0,06 and 0,16 EUR/pcs.?
With Centerdrill + Centertap your costs per thread will decrease. The costs are only approx. 0,0134 EUR per thread. This saving represents a material cost advantage of approx. 20% up to 90%.
The flowdrilling process is also known as Centerdrill process, friction drilling, flow forming, thermal drilling process or form drilling.

Flow drilling can be used with virtually all thin-walled metals with a thickness from 0,8 – 12mm. For example:
Varnished and organically coated materials such as tin and zinc are only limited suited for flow punch forming / flow drilling. Here it is particularly important, how thick the coating is. Thicker coats must be removed before flow drilling.
D-1/18,M.I.D.C, Ambad, Nashik-422010, India
+ 91 9922448079 / + 91 9130099422
Ahire Machine Tools. 2024 All Rights Reserved.
Designed by : LBM Infotech
If you have any Inquiries, WhatsApp us